R&D
- Aug 7, 2020
SUPERLATIVE STRENGTH WIRE AND CABLE FOR FORCE TRANSMISSION
Jeremy E. Schaffer, Lisa Powell, Adam Griebel, Robert A. Mitchell, David Braaten, Andrew Kritsch
Fort Wayne Metals Research Products Corp, Fort Wayne, IN, USA 46809
Abstract
Several Ultra-High-Strength (UHS) wires are produced that may be well suited to high strength wire, strands, cables and ropes used in robotics force transmission and other high-performance mono- and multifilament wire applications where high strength, low stretch and fatigue durability are important. The breadth of UHS materials processed to this condition included two binary molybdenum-rhenium alloys with between 30 and 50 wt.% rhenium and one tungsten-rhenium alloy with 26 wt.% rhenium. These three alloys are processed from a moderate strength (< 2 GPa) warm-drawn rod to bright drawn monofilament wire with extreme nanocrystalline grain refinement, high apparent fatigue durability, and ultimate strength levels exceeding 5 GPa in all cases, and in excess of 6.8 GPa in one exemplary case at monofilament diameters ranging from 7 to 100 µm.
Introduction
There is a performance-driven demand for ultra-high strength and high stiffness wire materials with greater than 3 and even 5 GPa strength levels possessing suitably high ductility and corrosion resistance. This demand arises in applications such as high strength cable assemblies for surgical robotics, endoscopic actuation, firing, release and articulation, high strength reinforcement applications such as tire cord wire and rotorcraft torsion-tension straps, and even high strength medical device subcomponents. These applications tend to share some performance demands that translate into property requirements such as high ultimate strength, flexibility, good ductility and forming characteristics, lustrous surface finish, and/or good durability against cyclic mechanical fatigue. Many systems utilize pulleys, sheaths, or other guiding surfaces to direct the work provided by such cable. Microcables in these systems must endure tensile stresses, bending stresses and abrasion introduced by pulleys and guiding surfaces.
Over the past half-century, high strength fine wires have been employed in a wide variety of applications, ranging from rotorcraft torsion-tension strap-laminates to vascular interventional devices [1,2]. Typically, these wires have diameters less than 150 µm and ultimate strengths up to about 3 to 3.4 GPa. The tire cord industry offers examples of higher strengths, but without the corrosion resistance required in medical devices. For example, strength levels of up to 5.5 GPa are achieved in bulk production of 100-200 µm moderate-alloy, heavily cold-worked, steel wire [3,4]. The 0.96%C-0.2%Si-0.3%Mn-0.2%Cr (balance Fe) processed by Ochiai, et al. in [5] was processed to a diameter of 40 µm achieving an ultimate tensile strength of 5.7 GPa. The 5 GPa “Scifer” alloy and Ochiai, et al,’s material, comprise heavily drawn mild steel with ferritic, bainitic and/or fine pearlitic compositions that possess negative corrosion-rest-potentials on the order of -600 to -400 mV in approx. 0.9% sodium chloride against a saturated calumel standard [6], and must be protected from the effects of even mild saline corrosion environments. A material with equivalent of better strength with far superior corrosion resistance is required for medical applications.
This work touches on an old set of materials, tungsten-rhenium and molybdenum-rhenium, that have been subject to new processing as deeply cold-worked, smoothly finished, fine wire. The result is a very strong fiber with much higher strength than any known polycrystalline metal and far greater corrosion resistance than ultra-high strength steel fibers developed to date.
Materials and Methods
Tungsten – 26 wt.% rhenium (W26Re), molybdenum – 41 wt.% rhenium (Mo41Re) and molybdenum – 47.5 wt.% rhenium (Mo47Re) alloys were procured through Plansee SE (6600 Reutte, Austria) at diameters ranging from 1.0 to 6.0 mm. All materials were processed by conventional hot working, warm working and cold work finishing with varied intermediate annealing in the range of 1400 to 2000 K in either an inert argon atmosphere or under reducing conditions (pure hydrogen). Wires were cold drawn using diamond tooling with individual die reductions ranging from 8 to 25 area % to a final diameter ranging from 7 up to 100 µm with greater than 90% cold work after final annealing.
Coiling and knot fabrication to assess surface plastic flow, malleability and ductility was conducted by hand. Tensile testing was performed using an Instron twin screw tester equipped with 10 to 1000 N load cells depending on wire size and strength level and using flat face pneumatic grips and fine emery to avoid grip slip. Monotonic axial tensile strains of the sub-100 µm wires were calculated based on cross head displacement and are accurate based on prior comparison to extensometry to ± 5% during uniform elongation, including elastic and early plastic deformation. For this reason, expected accuracy of the reported 0.2% yield strength and Young’s elastic moduli is within 5-10% including wire diameter uncertainty. Accuracy of reported break load and ultimate tensile strength is expected to fall within ± 2% based on load cell characteristics.
Results and Discussion
Figure 1 shows formed wires of all compositions with high surface plasticity and lack of apparent surface cracking despite being processed to ultimate strength levels exceeding 4.7 GPa. Even the highest strength (> 5 GPa) materials remained surprisingly formable without fracture, being capable of coiling around mandrels of similar diameter or pulling tight in a simple overhand knot to 30-50% surface plastic strain with no apparent surface rupture. Inspection of coil intrados surfaces also showed a lack of apparent microcracking at optical magnifications up to 400 times (Fig. 1b).
These simple experiments, based on lab bench comparison to other common medical device and other high performance materials such as 18-8 stainless steel, CoCr, CoNiCrMo, nitinol alloys, tungsten and tungsten alloys, give evidence that such UHS monofilament should be readily formable into mono- and multifilament wire constructs including coils, cables, ropes and other formed subcomponents. For a given geometric construction, subcomponents produced from the present UHS wires are expected to provide nearly 200% greater strength than ultra-high-strength stainless steel (3.1 GPa) or even high strength tungsten (4.1 GPa).
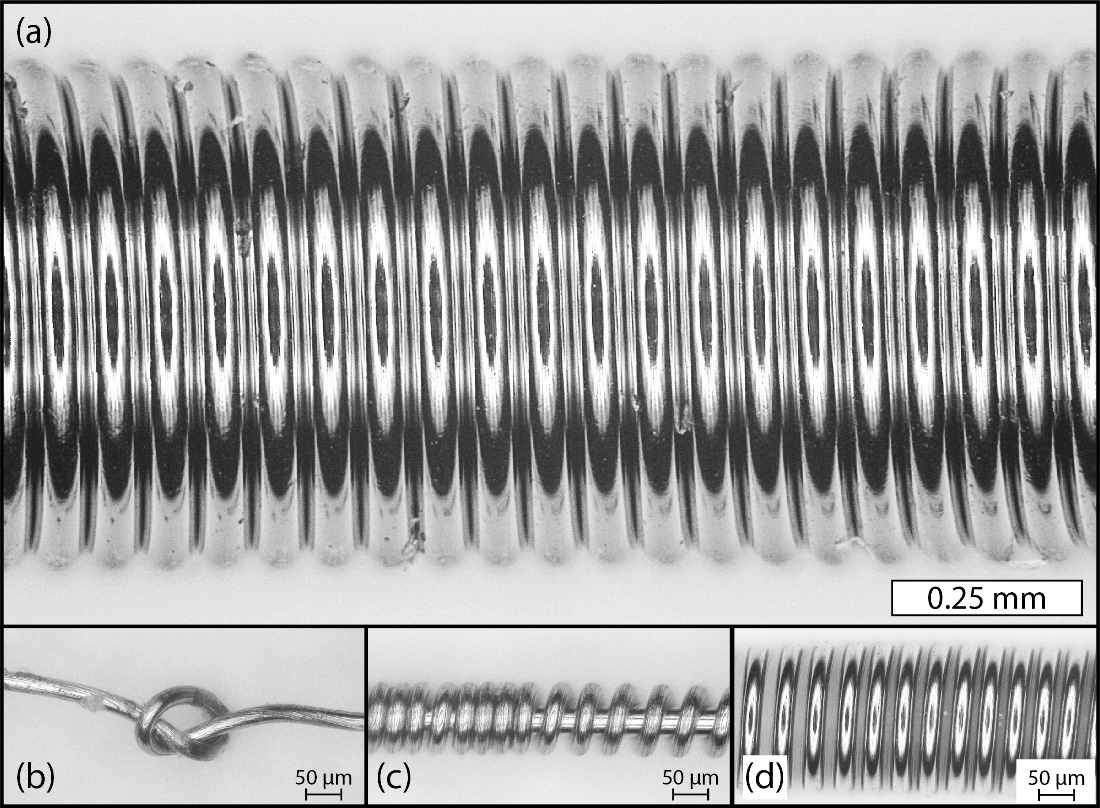
Figure 1. Formed wires: (a) – 71 µm Mo47Re wire drawn to an ultimate strength level of 5.1 GPa coiled to 0.65 mm OD; (b) – Fine drawn 25 mm Mo41Re wire drawn to an ultimate strength level of 5.6 GPa knotted to a surface strain exceeding 30% without apparent crack formation or loss of surface luster; (c) Same wire as (b) self-coiled to a surface strain exceeding 40% without apparent cracking; (d) Fine drawn 25 µm W26Re wire drawn to an ultimate strength level of 4.7 GPa coiled to 0.18 mm OD without loss of surface luster.
Figure 2 shows the room temperature engineering stress-strain response of 25 mm diameter Mo41Re (a) as well as similarly processed W26Re (b) and Mo47Re (c). In these tests, at greater than 90% cold work, all samples maintained ductile yielding with uniform elongation exceeding 2.5% and strength levels greater than 4.5 GPa across all samples. The tensile strength and elongation to fracture of the Ø 25 µm Mo41Re was the greatest at 5.66 GPa and 3% engineering strain respectively giving a specific work energy to fracture of about 120 mJ/mm3, a 0.2% yield strength of 5.00 GPa, and a measured Young’s elastic modulus of 370 GPa.
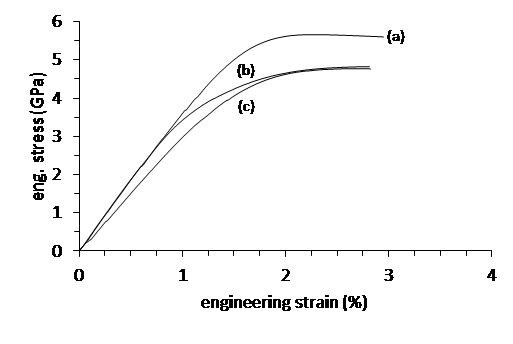
Figure 2. Room temperature (22 ± 3°C) monotonic axial tension test-to-failure given as stress (GPa) and engineering strain (% of original 127 mm gage length) for (a) Ø 25 µm Mo41Re; (b) Ø 25 µm W26Re, and; (c) Ø 25 µm Mo47Re round wire.
Figure 3 shows a comparison in tensile behavior between a high strength, warm drawn 100 µm tungsten wire, cold drawn 100 µm Mo41Re wire and cold drawn 7 µm Mo41Re wire. Comparing the 100 µm samples, at room temperature, axial specific work-energy to fracture in a tensile test increased from 87 to 129 mJ/mm^3 in the UHS Mo-Re wire giving an improvement in fracture energy of greater than 40% compared to drawn tungsten. Curve (a) for the Mo41Re Ø 7 µm wire provides a superlative example of ultimate tensile strength at 6.9 GPa (greater than one million pounds per square inch) with a 0.2% yield strength of 6.2 GPa, a measured Young’s elastic modulus of 371 GPa, 2.3% engineering strain to fracture and a specific work energy to fracture of 99.6 mJ/mm3.
Figure 4 shows a simple 7x7x50 µm cable construction (Fort Wayne Metals Research Products Corp, USA) with a total cable OD of 0.45 mm. Similar strands and cables have now been produced in UHS wires with greater than 5 GPa ultimate strength levels. In this construct, the 49-element, sub 0.5 mm cable will achieve extremely high stiffness, low stretch, good surface hardness and an ultimate (break) load exceeding 425 N (103 lbf). Many other designs ranging from simple 1x3 and 1x7 strands up through 7x7x7, 7x19, 19x7, 19x19, 19x37, 37x37, and 61x61 can be constructed, as shown in Table 1. Sixty-one (61) wire strand elements may be used in any cable configuration to provide further reduction of wire diameter within a cable while maintaining the same final cable diameter. An example would be replacing a 7x37 cable with a 7x61 cable in which the monofilament wire is 22% smaller in a 7x61 than in a 7x37. Complex rope constructs are feasible using strands with 7, 19, 37, or 61 wire elements as well as any number of wire elements in between. Further 91 and 127 wire strands are possible as finer diameter, higher strength monofilaments enable these constructions. A cable constructed using 7 µm wire in a 61x61 constructions would have a final diameter of 0.57mm comprised of 3721 monofilament wire elements. Further, the ductility of the material may well lend itself to swage compression, end-forming and fitting attachments by mechanical means, allowing for optimal force transmission and positional control.
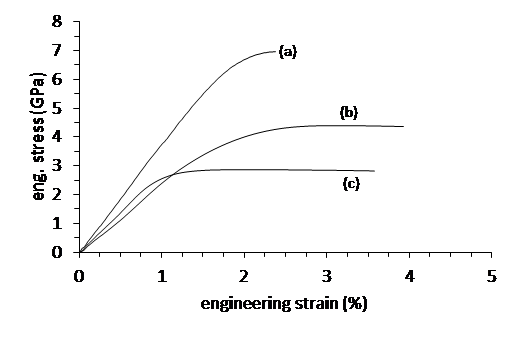
Figure 3. Room temperature (22 ± 3°C) monotonic axial tension test-to-failure given as stress (GPa) and engineering strain (% of original gage length) for (a) Ø 7 µm Mo41Re; (b) Ø 100 µm W26Re, and; (c) Ø 100 µm high strength drawn pure tungsten round wire.
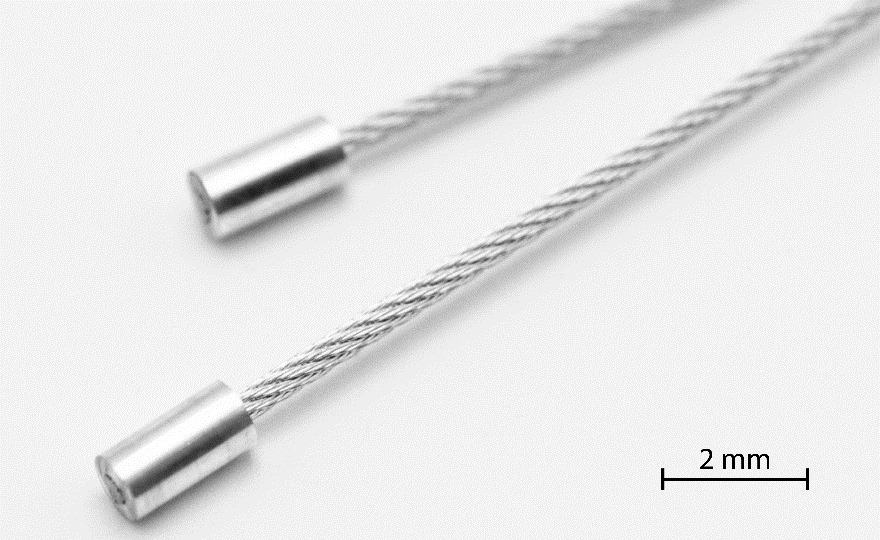
Figure 4. A simple 7x7x50 µm; 0.450 mm OD cable construction with swaged fittings (note: 2 mm scale bar is near true in the optical focal plane). This common wire construct composed of UHS material with a greater than 5 GPa strength level will achieve extremely high stiffness, good surface hardness and a break load exceeding 425 N (103 lb).
Table 1. Non-exhaustive list of potential strand, cable, and rope configurations.
| Construction | Wire Count |
Multiplier (D) |
Construction | Wire Count |
Multiplier (D) |
|---|---|---|---|---|---|
| Monofilament | 1 | 1 | 7x3x7 | 147 | 19.35 |
| 1x3 | 3 | 2.15 | 7x7x3 | 147 | 19.35 |
| 1x7 | 7 | 3 | 7x27 | 189 | 18.45 |
| 3x3 | 9 | 4.62 | 7x7+(8) 1x19 | 201 | 19 |
| 3+9 | 12 | 4.15 | 7x37 | 259 | 21 |
| 1x19 | 19 | 5 | 37x7 | 259 | 21 |
| 7x3 | 21 | 6.45 | 7x7x7 | 343 | 27 |
| 3x7 | 21 | 6.45 | 19x19 | 361 | 25 |
| 3x3x3 | 27 | 9.94 | 7x61 | 427 | 27 |
| 1x27 | 27 | 6.15 | 7x19+(9) 1x37 | 466 | 29 |
| 1x37 | 37 | 7 | 19x27 | 513 | 30.75 |
| 7x7 | 49 | 9 | 7x7x12 | 588 | 37.4 |
| 3x19 | 57 | 10.75 | 19x37 | 703 | 35 |
| 1x61 | 61 | 9 | 37x19 | 703 | 35 |
| 3x3x7 | 63 | 13.87 | 7x7x19 | 931 | 45 |
| 3x7x3 | 63 | 13.87 | 37x27 | 999 | 43.05 |
| 7x3x3 | 63 | 13.87 | 19x61 | 1159 | 45 |
| 1x19+(8) 1x7 | 75 | 11 | 37x37 | 1369 | 49 |
| 7x(3+9) | 84 | 12.45 | 61x27 | 1647 | 55.35 |
| 7x19 | 133 | 15 | 37x61 | 2257 | 63 |
| 19x7 | 133 | 15 | 61x61 | 3721 | 81 |

Figure 5. Stranded Wires – 25.4 µm Mo41Re wire drawn to an ultimate strength level of 5.6 GPa stranded to 76 µm OD;
Figure 5 shows a 1x7 strand construction exhibiting a strand tensile strength of 5.4 GPa.
Prospective Applications Discussion
High tensile loaded strand, cable or rope-based tendons effecting distal tip actuation are one area where wire constructs based on these UHS materials including W26Re, Mo41Re, and Mo47Re could bring large durability performance gains compared to high strength stainless steel and tungsten constructs because of extended margins of safety with respect to material yielding and fatigue. Cables based on these materials provide mechanical function such as actuation, firing, release, manipulation, deflection, stabilization or any device where force transmission by use of a wire rope is desirable.
The combination of high strength, stiffness, ductility, and corrosion resistance will allow these materials to find use in other areas as well. These could include high strength braid for catheter or tube wall reinforcement, high stiffness and/or high strength vascular guide wires and neural embolic coil push wires with higher buckling tolerance, as well as high stiffness vascular stent architecture in both tubular-laser-cut or wire-based platforms to provide reduced wall thickness for a given chronic force requirement. The UHS wires here offer 40-90% greater modulus of elasticity as compared to stainless steel and cobalt-chromium based constructs. Similar properties should be possible in well-processed thin wall tubing product. In general, the UHS materials shown here offer roughly double the strength and stiffness of high strength stainless steel.
Conclusions
Ultra-high ultimate strength levels of greater than 5 to 6 GPa, and even 6.9 GPa (1 million pounds per square inch) are achieved in mono- and multifilament wire constructs of three wire compositions including tungsten – 26 wt.% rhenium; molybdenum – 41 wt.% rhenium; and molybdenum 47.5 wt.% rhenium. Monofilament wires are characterized with diameters ranging from 7 µm (0.00028 in) up to 100 µm (0.00394 in) and exhibit plastic forming capabilities up to 40% surface strain in flexure without apparent surface rupture or micro cracking despite extreme strength levels. The superlative strength properties, apparent toughness, and ductility characteristics combined with the material’s exceptional surface hardness are expected to make subcomponents produced from such materials very useful in myriad applications. Expected uses include robotics, surgical robotics, and other high-performance motion or force control hardware where high-fidelity force transmission is married to extreme durability requirements. Early results indicate wire constructs with strengths exceeding 4800 MPa, or even 5500 or 6200 MPa are feasible, with very limited constructional stretch at high loads (e.g. < 2% at 3650 MPa). It is expected that the combination of surface finish, strength, and toughness will lead to excellent high-cycle fatigue life, surviving 10 million cycles at stresses of 1000 or even 2000 MPa.
Of further interest, is the fact that the Mo-Re system possesses corrosion rest potentials that are +400 to +600 mV more noble that their high strength steel counterparts [6,7]. If this corrosion performance holds up in the highly stressed, cold-worked wire state, such fibers could even be useful in diverse applications such as high-performance tire reinforcement and rotorcraft tension-torsion straps. Corrosion and fatigue durability testing are currently underway.
Acknowledgements
The authors wish to thank S. Glaze and Fort Wayne Metals Research Products Corp ownership for continuing to push the materials performance edge in support of advanced research, as well as, W. Simader and M. Mark at Plansee SE for providing high quality “Strong Metal” starting materials for this work.
References
[1] Tobey, Harry. "Torsion-tension coupling." U.S. Patent No. 3,520,637. 14 Jul. 1970.
[2] Shturman, Leonid, Andrei Nevzorov, and Mikhail Spassky. "Eccentric drive shaft for atherectomy device and method for manufacture." U.S. Patent No. 6,638,288. 28 Oct. 2003.
[3] Bhadeshia, H. K. D. H., and H. Harada. "High-strength (5 GPa) steel wire: an atom-probe study." Applied surface science 67.1-4 (1993): 328-333.
[4] Tashiro, Hitoshi. "The challenge for maximum tensile strength steel cord." Nippon Steel Technical Report (Japan) 80 (1999): 6-8.
[5] OCHIAI, Ikuo, et al. "Application of hypereutectoid steel for development of high strength steel wire." Tetsu-to-hagane 79.9 (1993): 1101-1107.
[6] Dexter, Stephen C. "Galvanic Corrosion." (1999).
[7] Shaldaev, V. S., A. N. Malofeeva, and A. D. Davydov. "Determination of corrosion rate of molybdenum, rhenium and their alloys in sodium chloride solution by the method of Tafel extrapolation." Russian Journal of Electrochemistry 50.10 (2014): 994-998.
If you have questions, or want to know more about other projects and innovations, we'd like to hear from you. Please contact us: [email protected]
For more updates, click on Library of Updates
Disclaimer: Our updates are sneak peeks of what our R&D department is working on. This is not meant to imply that we have what is referenced above ready for robust serial manufacture